 打印本文
打印本文  关闭窗口
关闭窗口 冷焊机原理与用途
冷焊机在国际上叫ESD,是由前苏联的专家应用类似于放电加工机的电路原理研究开发出来的。当初的加工机涂层厚度最大只能达30μm 左右,因此无法满足修补需要。
之后,经过了大量的研究开发,提高了其输出功率,改进了焊枪结构和焊条材料成份。冷焊机是通过微电瞬间放电产生的高热能将专用焊丝熔覆到工件的破损部位,与原有基材牢固熔接,焊后只需经过很少打磨抛光的后期处理。
中文名冷焊机 外文名cold welding machine 英文简称ESD 研发国家前苏联 领 域工程技术 学 科机械工程
原理
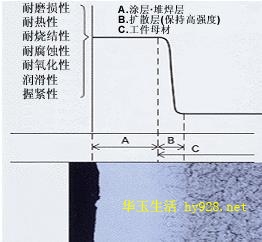
多功能冷焊机原理是利用充电电容,以10-3~10–1秒的周期,10-6~10–5秒的超短时间放电。电极材料与工件接触部位瞬间会被加热到8000°C~10000°C,等离子化状态的熔融金属以冶金的方式过渡到工件的表层。左图1所示的是堆焊、涂层的示意图及各种特性。A区是堆焊到工件表面的涂层或堆焊层,由于与母材之间产生了合金化作用,向工件内部扩散,熔渗,形成了扩散层B,得到了高强度的结合 [1] 。
冷焊
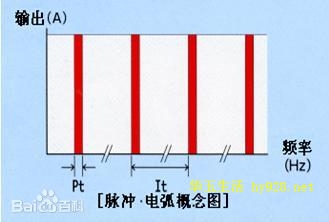
多功能冷焊机为什么能实现冷焊呢?如右图所示,放电时间(Pt)与下一次放电间隔时间(It)相比极短,机器有足够的相对停止时间,热量会通过工件基体扩散到外界。因此工件的被加工部位不会有热量的聚集。虽然工件的升温几乎停留在室温,可是由于瞬时熔化的原因,电极尖端的温度可以达到10000°C左右。
强度高
利用冷焊机进行修补堆焊时,既然热输入低,为什么结合强度还很大呢?这是因为焊条瞬间产生金属熔滴,过渡到与母材金属的接触部位,同时由于等离子电弧的高温作用,表层深处形成像生了根一样的强固的扩散层(如左图所示)。呈现出高结合性,可直接进行铣、锉、磨等加工,不会脱落。

种类
常见的冷焊机分为三大类 [2] :
工模具修补机冷焊
工模具修补机冷焊机,又叫模具贴片修补机。这类焊机使用钢铁薄片、粉末作为修补材料,利用补材和工模具的接触阻,进行缺陷修补。图片如左所示。这类机器的优点是:价格便宜、不需要氩气保护、携带方便、适用于流动作业、特别适用于修补深度小于0.005MM的缺陷。
1.体积更小、重量更轻(主机仅重8kg)。
2.微电脑控制,智能适应不同厚度的补材、不同工件和不同焊头大小。功率分配更合理,数字显示,操作更直观更方便。
3.开关电源技术,当电压在220V±20%范围内波动,仍能确保稳定大功率输出,保证焊接质量。
4.单独设立精密焊接模式和精密焊头,对精密操作提供更多支持。
高精密金属补焊
这类焊机使用细丝作为修补材料,利用精确控制的高能电弧来使补材与件熔接在一起结合力好。图片如左。这类机器的优点是:功率大、修补速度快、可广泛应用于各种钢铁、铜、铝及相关合金的,特别适用于较大量的修补。
1.熔接强度高:完全冶金熔接,熔深更深,效果可比激光焊。
2.修补精度高:可使用圆丝补材进行修补,不会失去原基准面,多余焊料少,后期整形容易。
3.修补速度快:最快修补量可达100mm3/min。
4.基材损伤小:发热点小,不会造成基材退火变形。
5.携带方便:整机体积小,重量轻
多金属缺陷修复
这种焊机使用无药芯焊丝或电焊条去除药皮后作为修补材料,利用火花瞬间放电,将焊极材料转移到需要修补的工件表面,使焊材和工件以冶金方式熔合为一体。可修补钢铁、铜、铝等各类金属。
1.安装方便,操作简单。
2.熔接强度高,焊接部位无退火、无裂纹、无变形,加工后可通过各种探伤检验。 3.使用焊材广泛,直径在4.0mm以下的各种硬度焊丝或电焊条。
4.修补速度快,修补精度高
优点
1.设计合理,自由调节。可根据不同金属材质选用不同档放电频率,以达到最佳修补效果。
2.热影响区域小。堆覆的瞬间过程中无热输入,因而无变形,咬边和残余应力。不会产生局部退火,修复后不需要重新热处理。
3.极小的焊补冲击 ,本焊机在焊补过程中克服了普通氩弧焊对工件周边产生冲击的现象。对没有余量的工件加工面也可放心进行修补。
4.修复精度高:堆焊厚度从几微米到几毫米,只需打磨,抛光。
5.熔接强高:由于充分渗透到工件表面材料产生极强的结合力。6.携带方便:重量轻(28-30公斤),220V电源,无工作环境要求。
7.经济性:在现场立刻修复,提高生产效率,节省费用。
8.一机多用:可进行堆焊,表面强化等功能。通过调节放电功率和放电频率可获得要求的堆焊和强化的厚度和光洁度。
9.堆焊层硬度及补材多样性:使用不同的电极棒材料(补材)可获得不同要求的硬度。堆焊修补层硬度可从HRC 25 ~ HRC 62 。
10. 主机控制系统:采用改进型内置数控微机进行双闭环精密控制。其稳定性和运行能力远远优于同类产品,采用智能IC控制板。
11.气体保护系统:改为微机控制的同步氩气保护系统,使氩气保护更好,焊接效果更加牢固,美观。同时保持了原有优点,可与昂贵的激光焊机媲美,可以最大限度地节约氩气。
12.安装条件及耗材:温度:28°C,湿度:5%-75%,不结露。电源:220伏50HZ交流电,电压稳定。环境:干净无灰尘或灰尘较少。主要消耗:焊丝、氩气、电。
适用材质
●铝质、铝合金 ● 铜质、铜合金 ●碳钢、不锈钢 ●全钢、半钢 ●铸钢、铸铁 ●冲模、 ●锻模、 ●注塑模、●铸模、●压铸模、●金属类产品、●机器零部件、●工具
适用范围
修复缺陷
●针孔、气孔 ●毛刺、飞边 ●磕碰、划伤 ●崩角、塌角 ●砂眼、裂纹 ●磨损、内陷 ●制造错误、制造缺陷、焊接缺陷 ●尖角、锐边 ●沟槽、侧壁 ●底部、深腔 ●平面、分型 ●生产作业线上现场修复
冷焊机对身体的危害
冷焊机焊铁主要考虑对身体的影响是:弧光的辐射,电极燃烧时产生的臭氧。
打印本文 关闭窗口